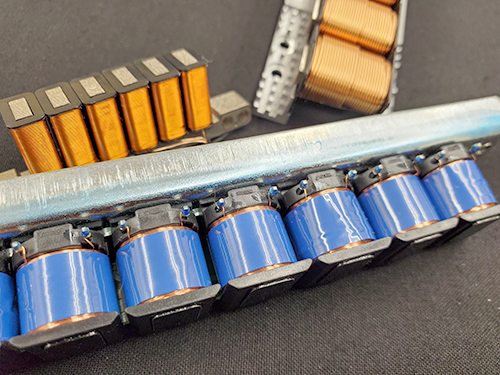
| 随时恭候商谈变压器、线圈、空芯线圈等产品相关事宜。 |  |
|
 |
 |
 |
|








 |

分析关于线圈生产过程中受到磨损如何解决呢?
线圈生产过程中受到磨损是常见问题,可能由机械摩擦、材料特性、工艺参数或环境因素导致。磨损会降低线圈精度、影响电气性能(如绝缘破损、电阻变化),甚至引发短路或设备故障。以下是系统性解决方案,涵盖预防、优化和修复三个层面:
机械摩擦
绕线机导轮、张力器与导线接触面粗糙,或压力过大导致表面划伤。
线圈成型模具磨损,导致导线在弯曲时被刮擦。
材料问题
导线表面镀层(如铜线镀锡、银)厚度不足或附着力差,易剥落。
绝缘材料(如漆包线漆膜)耐磨性不足,在绕制或搬运中破损。
工艺参数
绕线张力过大,导致导线被拉伸变形或与设备过度摩擦。
绕线速度过快,产生静电或局部高温加速磨损。
环境因素
生产环境粉尘多,吸附在导线或设备上增加摩擦。
湿度过高导致导线表面氧化,降低润滑性。
二、预防性解决方案
优化设备与工具
选用耐磨导轮/张力器:采用陶瓷、碳纤维或高硬度合金材料,表面抛光至镜面级(Ra≤0.2μm),减少摩擦系数。
定期维护模具:对绕线模具进行热处理(如淬火)提高硬度,并定期抛光修复表面划痕。
安装导向装置:在绕线机入口处增加导轮或毛毡垫,避免导线直接接触金属部件。
改进材料选择
高耐磨导线:选用表面镀层更厚的导线(如镀锡铜线厚度≥3μm),或采用自润滑材料(如含PTFE涂层的导线)。
增强绝缘层:选择耐磨性更好的漆包线(如聚酯亚胺漆膜),或在线圈外层包裹玻璃纤维带等保护层。
调整工艺参数
优化张力控制:根据导线直径设置动态张力(如细线≤0.5N,粗线≤5N),避免过度拉伸。
降低绕线速度:将速度控制在500-1000rpm(根据线径调整),减少静电和热量积累。
分段绕制:对复杂线圈采用分层绕制,每层间增加润滑剂(如硅油)减少摩擦。
控制生产环境
无尘车间:保持环境洁净度≥Class 10万级,减少粉尘吸附。
温湿度控制:温度维持在20-25℃,湿度≤60%,防止导线氧化和绝缘材料吸潮。
三、磨损后修复与补救措施
局部修复
导线磨损:对轻微划痕用细砂纸(≥2000目)抛光,并涂抹导电膏(如银粉漆)恢复导电性。
绝缘破损:用绝缘胶带(如聚酰亚胺胶带)缠绕修补,或喷涂快干绝缘漆(如环氧树脂)。
整体返工
若磨损导致线圈参数超差(如电阻变化>5%),需拆解重绕,并分析磨损原因优化工艺。
增强保护
在线圈外层浸渍绝缘漆或灌注环氧树脂,提高耐磨性和防潮性。
对高频线圈增加屏蔽层(如铜箔),减少电磁干扰和机械损伤。
一、磨损原因分析
机械摩擦
绕线机导轮、张力器与导线接触面粗糙,或压力过大导致表面划伤。
线圈成型模具磨损,导致导线在弯曲时被刮擦。
材料问题
导线表面镀层(如铜线镀锡、银)厚度不足或附着力差,易剥落。
绝缘材料(如漆包线漆膜)耐磨性不足,在绕制或搬运中破损。
工艺参数
绕线张力过大,导致导线被拉伸变形或与设备过度摩擦。
绕线速度过快,产生静电或局部高温加速磨损。
环境因素
生产环境粉尘多,吸附在导线或设备上增加摩擦。
湿度过高导致导线表面氧化,降低润滑性。
二、预防性解决方案
优化设备与工具
选用耐磨导轮/张力器:采用陶瓷、碳纤维或高硬度合金材料,表面抛光至镜面级(Ra≤0.2μm),减少摩擦系数。
定期维护模具:对绕线模具进行热处理(如淬火)提高硬度,并定期抛光修复表面划痕。
安装导向装置:在绕线机入口处增加导轮或毛毡垫,避免导线直接接触金属部件。
改进材料选择
高耐磨导线:选用表面镀层更厚的导线(如镀锡铜线厚度≥3μm),或采用自润滑材料(如含PTFE涂层的导线)。
增强绝缘层:选择耐磨性更好的漆包线(如聚酯亚胺漆膜),或在线圈外层包裹玻璃纤维带等保护层。
调整工艺参数
优化张力控制:根据导线直径设置动态张力(如细线≤0.5N,粗线≤5N),避免过度拉伸。
降低绕线速度:将速度控制在500-1000rpm(根据线径调整),减少静电和热量积累。
分段绕制:对复杂线圈采用分层绕制,每层间增加润滑剂(如硅油)减少摩擦。
控制生产环境
无尘车间:保持环境洁净度≥Class 10万级,减少粉尘吸附。
温湿度控制:温度维持在20-25℃,湿度≤60%,防止导线氧化和绝缘材料吸潮。
三、磨损后修复与补救措施
局部修复
导线磨损:对轻微划痕用细砂纸(≥2000目)抛光,并涂抹导电膏(如银粉漆)恢复导电性。
绝缘破损:用绝缘胶带(如聚酰亚胺胶带)缠绕修补,或喷涂快干绝缘漆(如环氧树脂)。
整体返工
若磨损导致线圈参数超差(如电阻变化>5%),需拆解重绕,并分析磨损原因优化工艺。
增强保护
在线圈外层浸渍绝缘漆或灌注环氧树脂,提高耐磨性和防潮性。
对高频线圈增加屏蔽层(如铜箔),减少电磁干扰和机械损伤。
上一篇:使用空心线圈有哪些主要性能优势?
下一篇:空心线圈的绕制方式有哪几种常见?